Designing robust, fatigue-resistant structural components like snap-fits, living hinges, and high-friction sliding gears is a major challenge during the early stages of product development. Specifying nylon rapid prototyping provides your research and development team with exceptionally tough, highly flexible thermoplastic parts that can handle real mechanical stress during functional trials. This versatile polymer-forming workflow serves as an essential, high-durability rapid prototyping service, utilizing advanced subtractive and additive methods to deliver durable, works-like prototypes in days.

Suffer from delicate, thin-walled visual models that crack, snap, or lose their elasticity during initial fitment checks? Standard visual resins lack the physical elongation limits to survive functional snap-fit testing, while common 3D printing filaments suffer from weak inter-layer bonding that causes parts to shear under stress. Transitioning to a rugged polyamide strategy completely removes these material limits, delivering highly consistent structural parts straight from the production line.
Let’s explore how laser powder-bed fusion deforms complex geometries cleanly, analyze the mechanical differences between machined and sintered nylon grades, and review how to manage atmospheric moisture absorption to secure tight tolerances.
SLS 3D Printing for Complex Nylon Geometries

How does selective laser sintering optimize the production of complex, hollow nylon parts?
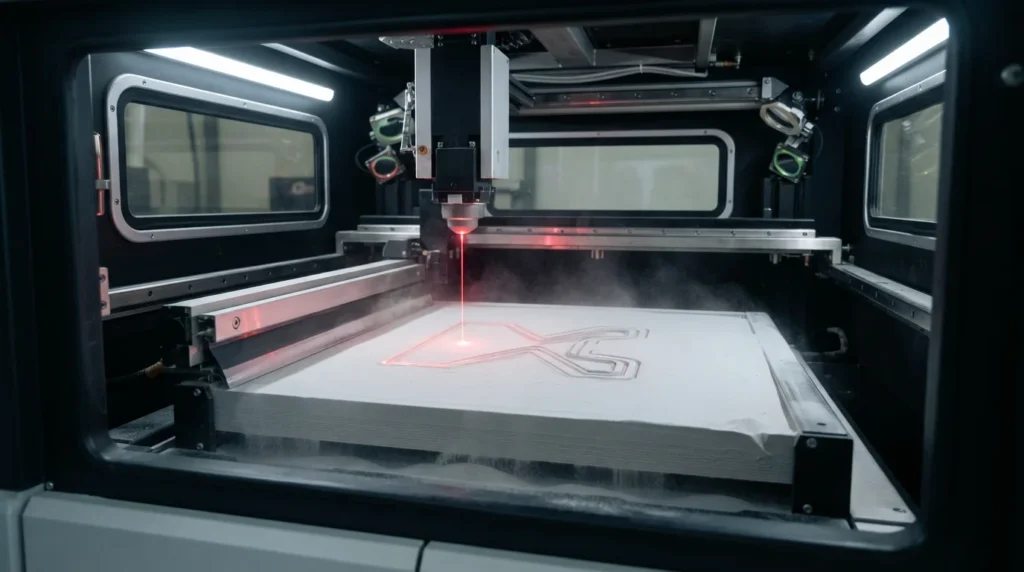
The process utilizes a CO2 laser to fuse fine polyamide powder inside a heated bed where the unsintered powder acts as a natural, continuous support structure, enabling extreme geometric freedom.
For standard industrial and consumer brackets with intricate undercut features, traditional subtractive milling is highly difficult due to cutter head access limits. This is where selective laser sintering (SLS) dominates the development cycle. Sintering utilizes a CO2 laser to melt and fuse polyamide powders (commonly PA12) layer-by-layer.
Because the unsintered powder bed supports the part during the entire build cycle, SLS requires zero physical support columns. This eliminates the need to manually cut away support structures, preventing post-processing surface scars and allowing designers to build complex, hollow internal channels and integrated mechanical joints that are impossible to machine.
CNC Machining Extruded Nylon (PA6/PA66) and Glass-Filled Variants

Why is CNC milling from extruded blocks preferred for high-wear sliding parts?
CNC machined parts are carved from solid, extruded blocks that maintain 100% of the material’s physical density, delivering superior yield strength and lower surface friction compared to 3D prints.
Selecting the correct materials class is the most critical stage of custom product development. While 3D printing is exceptionally fast, CNC machining real extruded nylon (such as PA6 or PA66) is necessary to test high-wear sliding surfaces and physical threads. Carving parts from solid blocks ensures that the finished components possess isotropic strength and extremely low surface friction, making them perfect for custom gears and guide pulleys.
For high-load brackets and structural mounts requiring extreme dimensional stability, we specify glass-filled nylon composites (such as PA6-GF30). Adding thirty percent glass fiber to the polymer matrix increases structural stiffness and tensile strength, allowing the non-metal part to replace heavy die-cast metal brackets. We utilize specialized carbide tools on our CNC mills to machine these highly abrasive glass-filled plates without dimensional drift, selecting the most robust grade from your available rapid prototyping materials list.
Managing Moisture Absorption in Nylon Prototypes

How does the hygroscopic nature of nylon impact prototype dimensions and mechanical properties?
Nylon is highly hygroscopic, absorbing ambient moisture over time which causes significant dimensional swelling and decreases structural stiffness while increasing ductility.
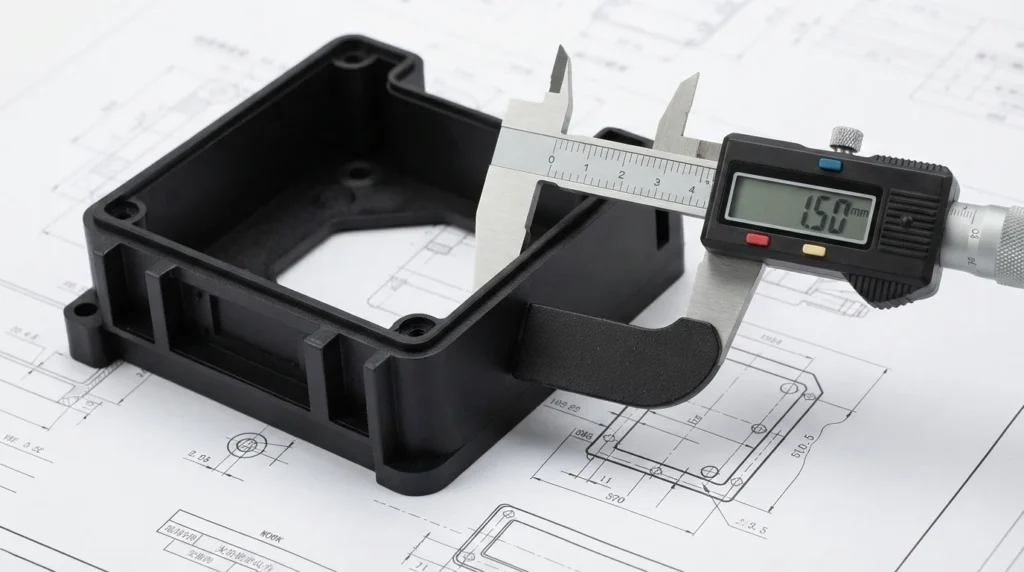
A critical, often overlooked aspect of executing successful nylon rapid prototyping is managing the material’s hygroscopic behavior. When exposed to ambient humidity, polyamide molecules absorb moisture. This water absorption causes a predictable dimensional swelling of up to 1.5% to 2.0% on thin-gauge walls, which can misalign tight mounting tolerances during assembly.
To maintain geometric tolerances, our engineering team manages the workshop humidity and stores raw polymer stock inside climate-controlled dry cabinets. If your application demands extreme dimensional stability under wet conditions, we recommend pre-conditioning the parts in water baths before final machining, or applying specialized polyurethane sealers to coat the surface, blocking humidity ingress completely.
Professional Nylon Assembly and Finishing at JUCHENG

How does JUCHENG ensure consistent tolerances and clean surface finishes on custom nylon parts?
We operate advanced, climate-controlled benders, CNC lasers, and automated assembly bays managed by certified technicians, checking all tolerances before final shipping.
Sourcing high-end, functional nylon prototypes requires an integrated, high-capacity workshop floor. JUCHENG operates a state-of-the-art 8000-square-meter facility housing both precision CNC milling centers and high-speed SLS powder-bed printers. This integrated capability ensures that your parts are cut, formed, welded, and integrated under one roof with extreme quality control, serving as your premier rapid prototyping service partner.
We operate an AS9100, IATF 16949, and ISO 13485 certified environment, executing automated bead blasting and mechanical tumbling to remove residual powder and reduce surface roughness. Our technical department provides a 24-hour free DFM analysis to check your CAD models, checking tolerances and tool clearances before production. Supported by our no MOQ policy and rapid delivery guarantee, we manage your project from initial flat pattern cutting to final, high-durability packaging.
FAQ: Critical Questions About Nylon Rapid Prototyping

Our engineering team has compiled professional, concise solutions to the most common quality and material challenges faced during nylon fabrication runs:
- Is nylon a good material choice for testing integrated living hinges?
Yes, outstanding. Nylon possesses exceptional fatigue resistance and high elongation-at-break, making it the perfect engineering choice to test functional, bended living hinges. - What causes sheet warping on thin nylon panels during laser cutting?
Concentrated thermal cuts can introduce high localized heat, causing soft nylon to melt or warp. We prevent this by optimizing cutting paths to distribute the heat input evenly, or using waterjet cutting to keep the part flat. - Can nylon parts be successfully painted or dyed?
Yes, because nylon is porous, it absorbs organic dyes beautifully, allowing us to dye SLS nylon parts in vibrant custom colors. For maximum wear resistance, we apply specialized polyurethane liquid paints post-blasting. - How does JUCHENG prevent thickness and diameter variations on custom nylon rapid prototyping orders?
We verify mounting clearances using in-house digital coordinate gauges and run automated probe calibrations on our Zeiss coordinate measuring machines (CMM) before final shipping, guaranteeing zero-defect delivery.