Validating a new consumer electronic enclosure, hand-held controller housing, or medical diagnostic cartridge requires a material that can survive real-world impact stresses. Specifying abs rapid prototyping provides your research and development team with exceptionally tough, highly ductile thermoplastic components that behave predictably under load. This versatile polymer-forming workflow serves as an essential, high-durability rapid prototyping service, utilizing advanced subtractive and low-volume molding methods to deliver production-grade hardware in days.

Suffer from delicate printed enclosures that snap during simple snap-fit tests or fail completely when dropped on concrete floors? Standard photopolymer-curing printers are restricted to brittle liquid acrylics that lack the necessary shear limits to survive functional drop trials. Transitioning to a solid thermoplastic machining strategy completely removes these material limits, delivering robust works-like prototypes carved directly from extruded billet stock.
Let’s explore why simulated resins fall short of real engineering thermoplastics, analyze the mechanical advantages of carving parts from solid ABS blocks, and review how to scale custom assemblies through rapid tooling injection molding.
The Truth About “ABS-Like” 3D Printing Resins
Why do simulated “ABS-Like” photopolymers fail under real mechanical loads?
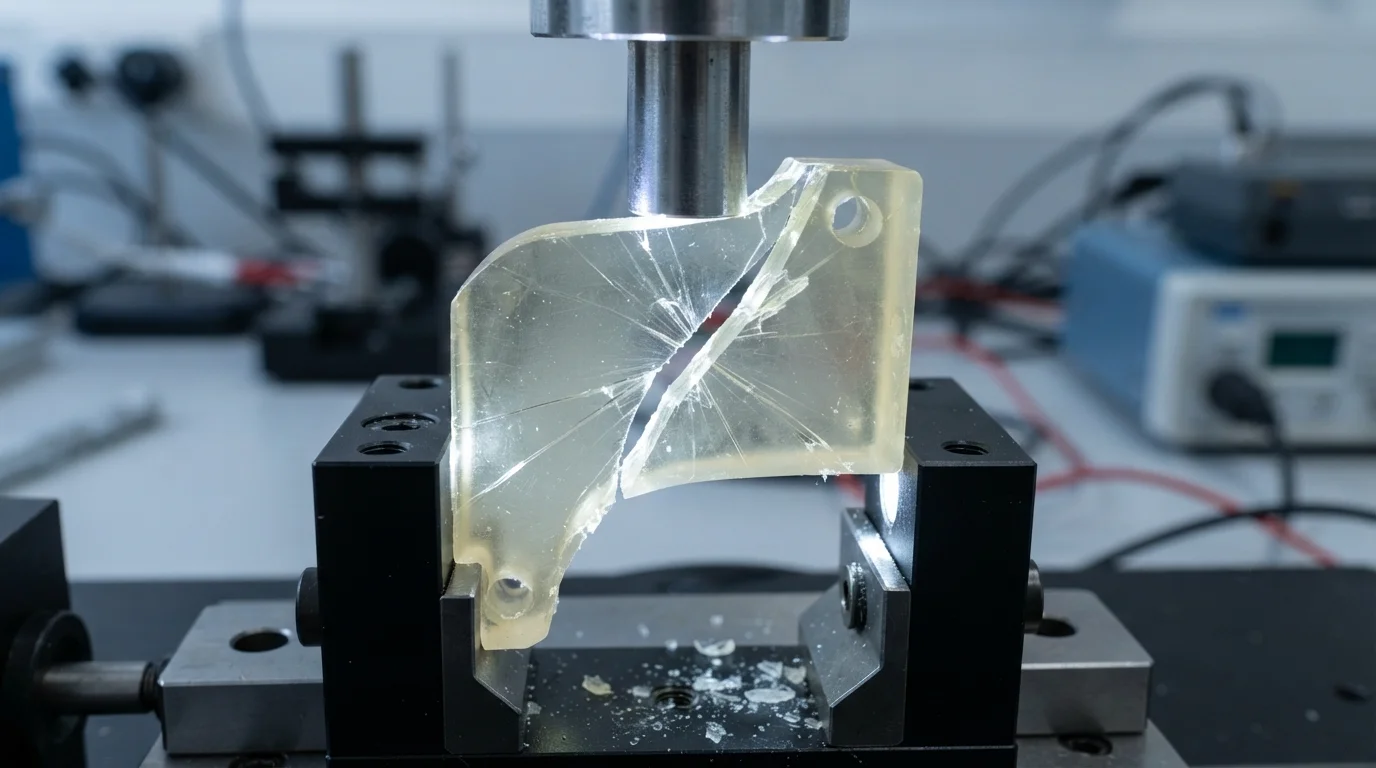
ABS-like resins are actually acrylic-based liquids cured via UV light, resulting in high brittleness, low thermal limits, and complete structural failure under shear stress.
When selecting a rapid material, product designers are often misled by standard 3D printing catalogs promoting ABS-like resins. While these liquid photopolymers can be processed on high-precision SLA printers to deliver exceptional surface smoothness, they are chemically different from real engineering thermoplastics. Their molecular structure lacks the butadiene rubber phase that gives ABS its high ductility.
Consequently, attempting to test complex snap-fit clips, living hinges, or drop resistance using these simulated resins leads to immediate cracks. They degrade rapidly under mild friction heat and exhibit zero chemical resistance to standard solvents. For valid functional data, engineers must bypass these liquid-cured substitutes and specify real thermoplastic processing.
CNC Machining Real ABS Blocks for Functional Testing
Why is direct CNC milling from extruded blocks preferred for rugged functional trials?
CNC milled parts maintain 100% of the raw material’s physical density and isotropic strength, allowing you to test real, raw thermoplastic properties with no layer weak lines.
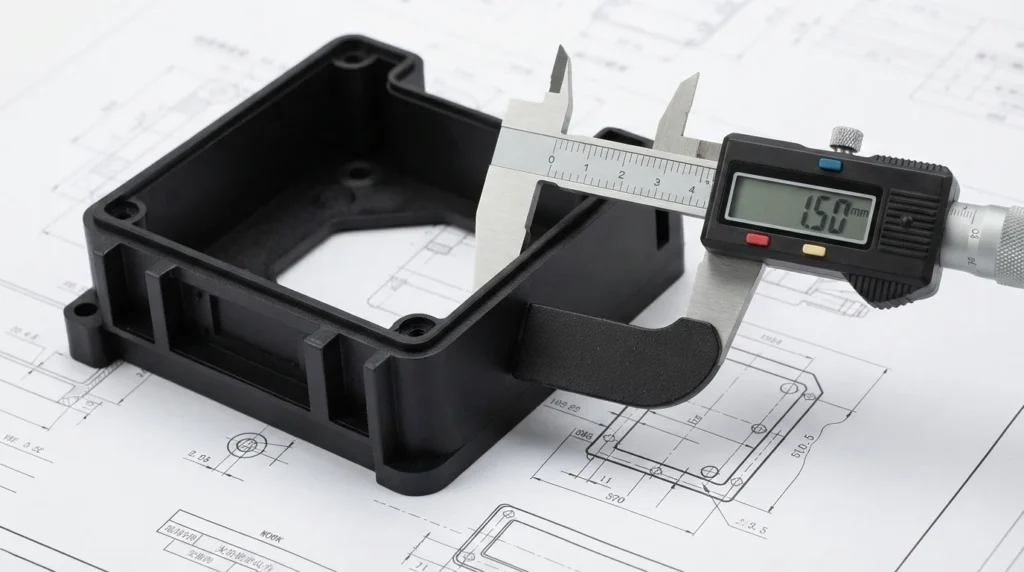
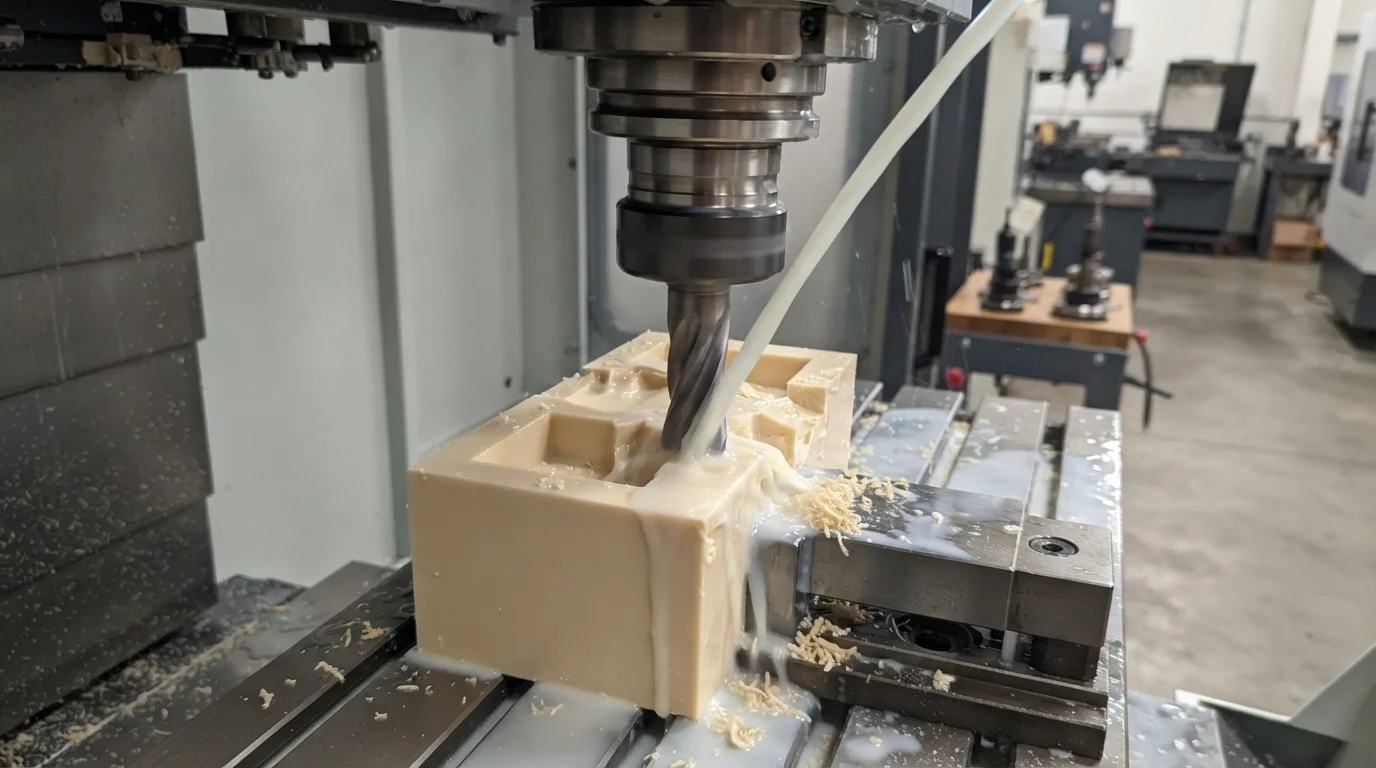
Carving prototypes directly from solid, extruded blocks is the gold standard of abs rapid prototyping. Standard raw extruded ABS is a copolymer of acrylonitrile, butadiene, and styrene. This specific chemical formulation provides a highly balanced blend of high stiffness, outstanding electrical insulation, and superior impact strength.
By machining parts on our high-speed multi-axis CNC centers, we preserve the material’s continuous crystalline structure. The finished components possess uniform physical properties across all three axes, unlike layered FDM prints that have high Z-axis weakness. This structural integrity allows you to run aggressive mechanical fatigue tests, drop-test full assemblies from height, and verify snap-fit retention forces with absolute confidence.
Rapid Tooling Injection Molding for 100+ ABS Prototypes

When does a custom product design require rapid tooling over standard subtractive milling?
Transition to rapid injection tooling when your verification demands exceed 100 parts, allowing you to mold real thermoplastics under standard cycle pressures cheaply.
When your pre-production evaluation scales past one hundred units to conduct clinical trials, beta testing, or compliance audits, direct CNC milling becomes highly expensive. To lower your unit costs, we recommend advanced rapid tooling. This process utilizes our high-speed vertical mills to machine custom aluminum or soft steel molds in days, bypassing the high costs of traditional production tooling.
We then injection-mold your parts using real, production-grade thermoplastic pellets. This allows you to evaluate your designs under actual molding pressures, checking for weld lines, draft angles, and material shrinkage before opening expensive hard tools. It provides a highly economical bridge, allowing you to select the optimal resin grade from your available rapid prototyping materials database and scale seamlessly to mass production.
JUCHENG’s Professional Finishing and Secondary Operations

How does JUCHENG guarantee flawless cosmetic finishes and assembly on custom ABS parts?
We operate in-house positive-pressure paint booths and automated assembly workstations managed by skilled technicians, checking all tolerances before final shipping.
Our advanced mechanical and chemical finishing lines are fully integrated into our 8000-square-meter facility, providing a highly reliable, turnkey rapid prototyping service. After we cut or mold your ABS parts, our team can execute high-end post-processing, including custom color-matched wet painting (Pantone matched), high-resolution silk screening, and automated ultrasonic welding or solvent bonding to join multi-panel enclosures cleanly.
Integrating these precise aesthetic and structural checks into your early sheet metal design or plastic design cycle is the single most effective way to eliminate assembly bottlenecks. We operate an IATF 16949 and ISO 13485 certified environment, running advanced multi-axis CNC machines and automated press benders with extreme repeatability. Supported by our no MOQ policy and rapid delivery guarantee, we manage your project from initial CAD unfolds to final, high-durability packaging and assembly with zero dimensional drift.
FAQ: Critical Questions About ABS Rapid Prototyping

Our engineering team has compiled professional, concise solutions to the most common quality challenges faced during custom ABS runs:
- Can CNC machined ABS parts be painted and glued successfully?
Yes, absolutely. ABS is highly compatible with physical and chemical treatments; it can be painted with high-gloss polyurethanes, silk-screened with corporate logos, or permanently solvent-bonded using acetone. - What is the minimum wall thickness recommended for custom ABS enclosures?
To prevent localized warping and ensure high structural stability during press or machining operations, we recommend maintaining a minimum wall thickness of 1.5mm, and ideally 2.0mm to 3.0mm for load-bearing brackets. - How does polycarbonate compare to ABS for rapid prototyping?
While ABS offers an excellent balance of stiffness and cost-efficiency, polycarbonate possesses significantly higher impact strength and temperature limits, making PC ideal for shatterproof, high-heat applications. - How does JUCHENG prevent thickness and diameter variations on high-volume abs rapid prototyping orders?
We verify mounting clearances using in-house digital coordinate gauges and run automated probe calibrations on our Zeiss coordinate measuring machines (CMM) before final shipping, guaranteeing zero-defect delivery.