Surgical-grade medical instruments, high-voltage EV connectors, and critical aerospace brackets must survive severe physical loads and extreme thermal gradients during field operations. Engineering teams cannot rely on basic computer renders to predict micro-deflections or localized material failures under real mechanical stress. Integrating comprehensive engineering design and rapid prototyping methodologies allows mechatronics groups to execute physical structural validations and verify assembly kinematics realistically. Sourcing production-representative materials ensures the physical mockups match intended mechanical performance criteria perfectly.

Selecting fragile additive polymers for high-stress evaluations remains a leading cause of premature prototype failure and misaligned design expectations. Functional verification requires functional mockups machined from solid engineering plastics or high-yield structural alloys that resist dynamic fatigue. Product designers collaborate with manufacturing engineers during early developmental phases to identify stress concentrations and prevent dimensional clearance conflicts. Meticulous physical stress cycles validate joint stiffness and fastening safety margins before initiating mass-production tooling.
Table of Contents
1. Aesthetic Validation vs Functional Verification
2. Structural Testing for Thermal, Load, and Stress Capacities
3. Subtractive Machining of Real Engineering Plastics and Metals
4. High-Speed CNC Capacities for Rigid Mechanical Assemblies
Aesthetic Validation vs Functional Verification
Question: Why is cosmetic testing insufficient for load-bearing components? Visual prototypes simulate color and shape but fail to reproduce the mechanical fatigue limits and tensile strength of real structural resins.
Sleek cosmetic mockups serve an important role during industrial design reviews and UX focus group evaluations. Handheld ergonomics and surface aesthetics are easily validated using SLA resin models or fine-sanded vacuum castings. Dynamic assemblies, however, demand functional verification to ensure linkages rotate without bending under dynamic torque load parameters. Swapping fragile visual polymers for structural engineering resins prevents catastrophic failure during early lab assemblies.
Executing physical stress sweeps reveals underlying structural weaknesses that digital finite element analysis (FEA) models frequently fail to capture. Product developers utilize meticulous rapid prototyping design practices to identify thin stress zones and optimize boss wall dimensions early. Adjusting draft angles and filleted corners ensures structural integrity while paving a smooth pathway toward high-volume injection molding. Early structural feedback protects development schedules and minimizes downstream redesign costs.
Structural Testing for Thermal, Load, and Stress Capacities

Question: How are thermal runaways and structural loads validated? Prototype components undergo environmental chamber baking and dynamic tensile stress sweeps to map physical material deformation.
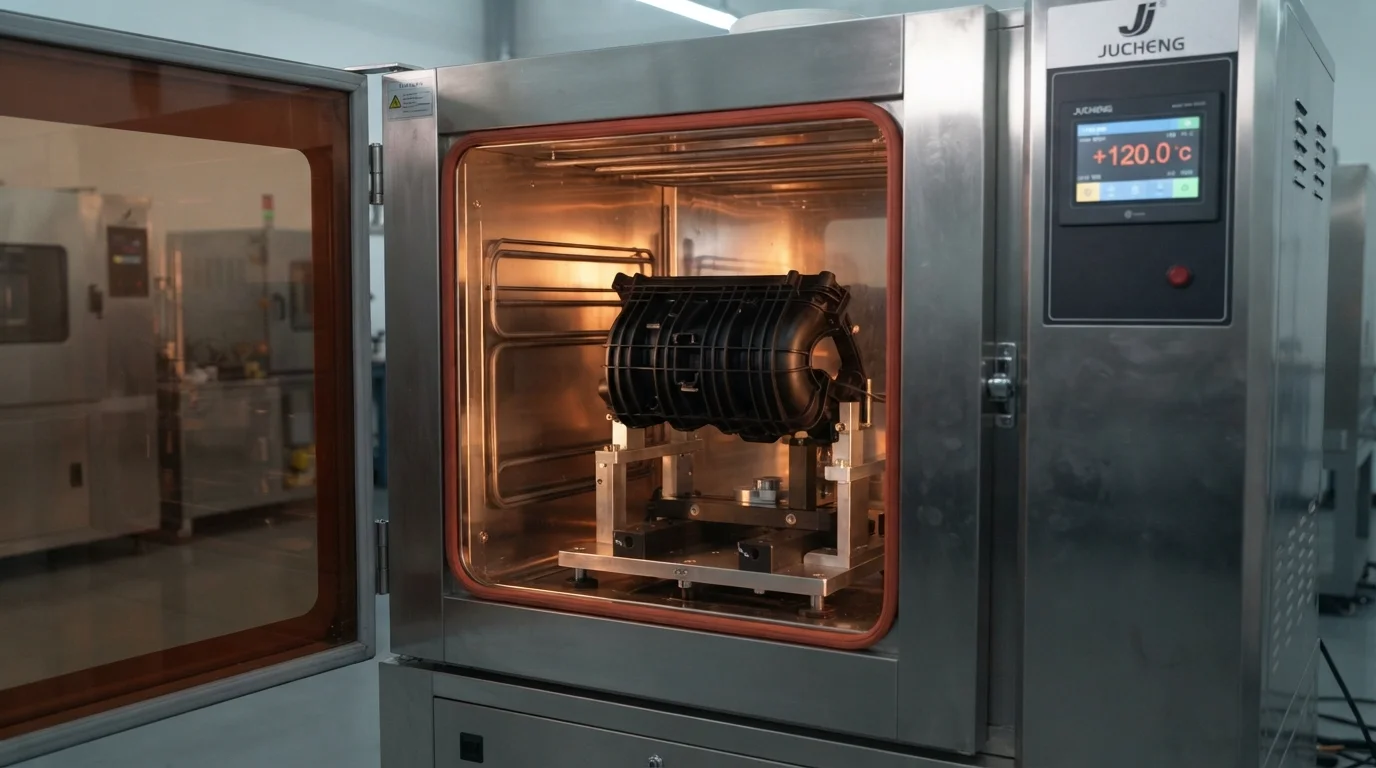
Under-hood automotive components and power electronics housings must maintain dimensional stability at temperatures exceeding 120°C. Sintered or milled functional parts are baked inside environmental thermal chambers to verify physical expansion coefficients and prevent fluid leakage. Load-bearing structural mounts undergo hydraulic tensile testing to determine peak yield limits before deformation occurs. Selecting appropriate materials ensures the assembly survives severe road vibration or atmospheric pressures safely.
Successful execution of engineering design and rapid prototyping projects relies on matching raw physical properties with dynamic test requirements. Engineers review yield strength, heat deflection temperatures (HDT), and Izod impact limits to narrow down material options. This technical table compares physical properties of key structural materials utilized during functional validation trials:
| Material Choice | Tensile Strength | HDT (at 1.82 MPa) | Primary Mechanical Benefit |
|---|---|---|---|
| Aluminum 6061-T6 | 276 MPa | 160°C | High specific strength, excellent thermal dissipation |
| PEEK (Unfilled) | 97 MPa | 152°C | Extreme chemical resistance, high autoclaving stability |
| Nylon 6 (PA6-GF30) | 110 MPa | 185°C | Outstanding impact absorption, structural rigidity |
Evaluating structural failures under simulated dynamic load reveals whether material grain alignment affects component fatigue life. Anisotropic shrinkage and layer adhesion limitations in additive manufacturing often cause premature failures under cross-axis shear stress. Structural designers specify multi-axis milled metal billets to maintain isotropic material properties across critical load paths.
Subtractive Machining of Real Engineering Plastics and Metals

Question: Why must CNC machining be used for functional snap-fits? High-performance plastics like Delrin and Nylon possess the elastic recovery and impact fatigue limits needed for continuous snap cycles.
SLA and SLS printing resins provide fast concept models but exhibit high brittleness under tension, causing snap-fit tabs to break instantly. Subtractive CNC milling from extruded bars of Delrin (POM), Nylon 66, or Polycarbonate delivers functional snap-fits matching production-grade molded mechanics. Machined engineering plastics recover their shape completely after deflection, allowing designers to perform accurate assembly checks. Machining operators configure feed rates precisely to avoid thermal melting along thin rib edges.
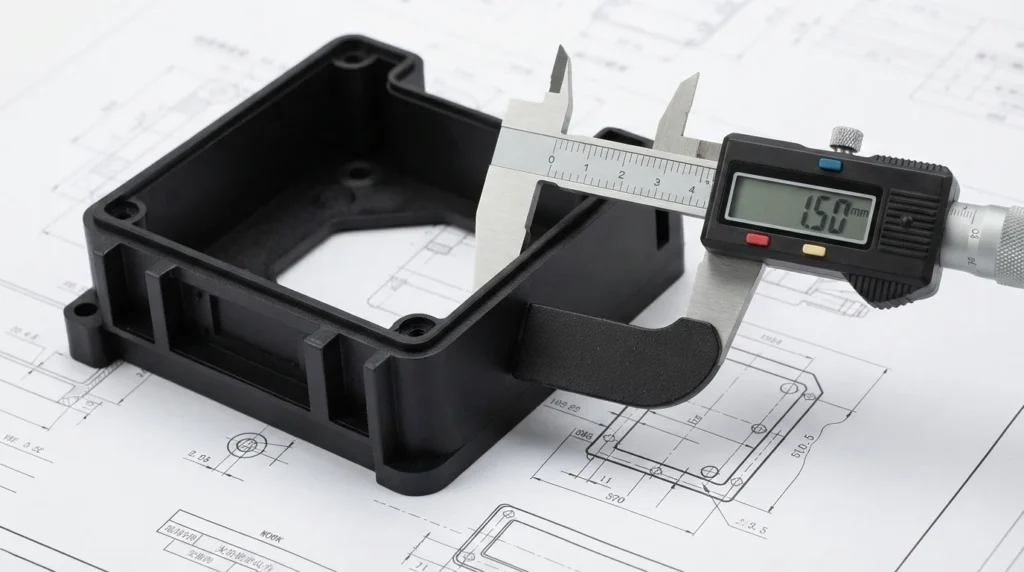
High-performance PEEK is selected for specialized surgical devices undergoing cyclic steam autoclaving and biological exposure. Cutting tough, abrasive engineering plastics requires carbide-coated micro-cutters and rigid clamping configurations to prevent tool deflection. Finished assemblies undergo micro-metrology checks to confirm critical sealing surfaces maintain a pristine flat finish.
Metal structures like steering knuckles, landing gear fittings, and pump impellers are milled from raw billet blocks of aluminum Al7075-T6 or stainless steel 316L. Solid billet machining preserves the authentic metal grain structures, eliminating internal porosity defects inherent in metal casting or sintering. Finished components undergo chemical passivation or anodization to maximize resistance to humid environmental corrosion.
High-Speed CNC Capacities for Rigid Mechanical Assemblies

Question: How is turnaround time accelerated for high-precision metal parts? Leveraging a massive multi-axis CNC milling fleet allows manufacturers to eliminate multiple setups and deliver machined assemblies in days.
Sourcing reliable machining services is crucial when running complex engineering design and rapid prototyping schedules with tight launch deadlines. Jucheng Precision operates a fully-integrated manufacturing workspace featuring 150+ CNC machines, including 25 high-precision 5-axis Haas/Mazak milling centers. Advanced simultaneous multi-axis milling cuts intricate undercut geometries and angled holes in a single physical clamping setup. Eliminating human setup interventions secures micron-level coordinate repeatabilities across every prototype batch.
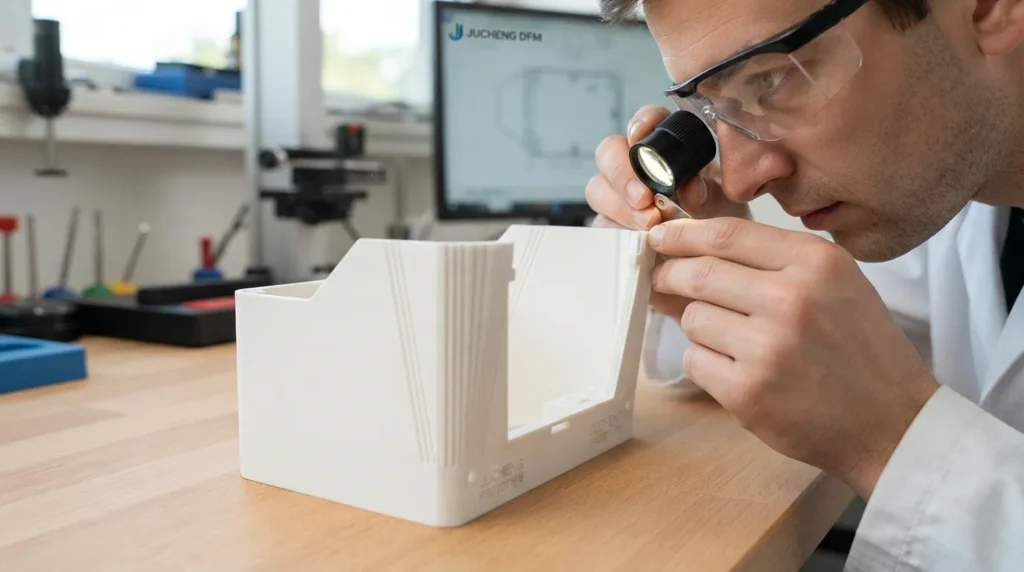
Technical specialists provide exhaustive 24-hour free DFM engineering reviews to optimize draft heights, wall margins, and internal fillet radii before cutting core metal. Enforcing strict ISO 9001 quality guidelines ensures full material traceability and part dimensional repeatability. Flexible manufacturing programs with no minimum order requirements allow product developers to refine custom hardware over multiple small-batch evaluations.
Frequently Asked Questions (FAQ)
What is the tightest tolerance possible for functional metal prototypes?
Simultaneous multi-axis CNC milling centers achieve pristine tolerances down to ±0.01 mm in aluminum and stainless steel. Specialized micro-machining setups maintain micro-tolerances for critical bearing bores and internal gear threads easily.
Can engineering plastics be ultrasonic welded during development?
Thermoplastics like polycarbonate, ABS, and acrylic undergo secure ultrasonic welding to join multi-part enclosures seamlessly. Joint energy directors are optimized during DFM sweeps to ensure uniform thermal melting and leak-proof seals.
Are SLA resins suitable for load-bearing mechanical tests?
Standard photopolymer resins exhibit low elongation-at-break and high brittleness, making them unsuitable for dynamic load or high-impact testing. Engineers specify CNC machined ABS, Nylon, or Polycarbonate to conduct functional mechanical validation safely.