Deploying custom hardware into deep space, high-altitude cockpit skins, or deep inside the human body represents the absolute peak of material engineering stress. Specifying titanium rapid prototyping provides your research and development team with an elite level of mechanical strength, extreme corrosion resistance, and complete biological compatibility. This high-barrier metalworking workflow serves as our premier, AS9100-compliant rapid prototyping service, utilizing advanced subtractive and additive methods to deliver certified, flight-ready prototypes in days.

Suffer from heavy steel brackets that reduce fuel efficiency or soft aluminum panels that melt under thermal exhaust? Carbon steels are far too vulnerable to environmental rust, while lightweight non-ferrous metals lack the physical fatigue limits to survive high-vibration aerospace and clinical trials. Transitioning to custom-formed titanium components completely eliminates these structural limits, ensuring absolute structural safety.
Let’s explore why titanium is the gold standard for high-g and sterile applications, compare high-speed 5-axis milling against direct metal laser sintering, and review how our certified clean-room bays manage material traceability and stress-relief heat treatments.
Why Titanium? Unmatched Strength-to-Weight and Biocompatibility
What makes titanium the elite alloy choice for medical implants and aerospace frames?
Titanium is roughly 45% lighter than structural steel while offering comparable tensile strength, outstanding thermal limits, and complete non-toxicity for human tissue.
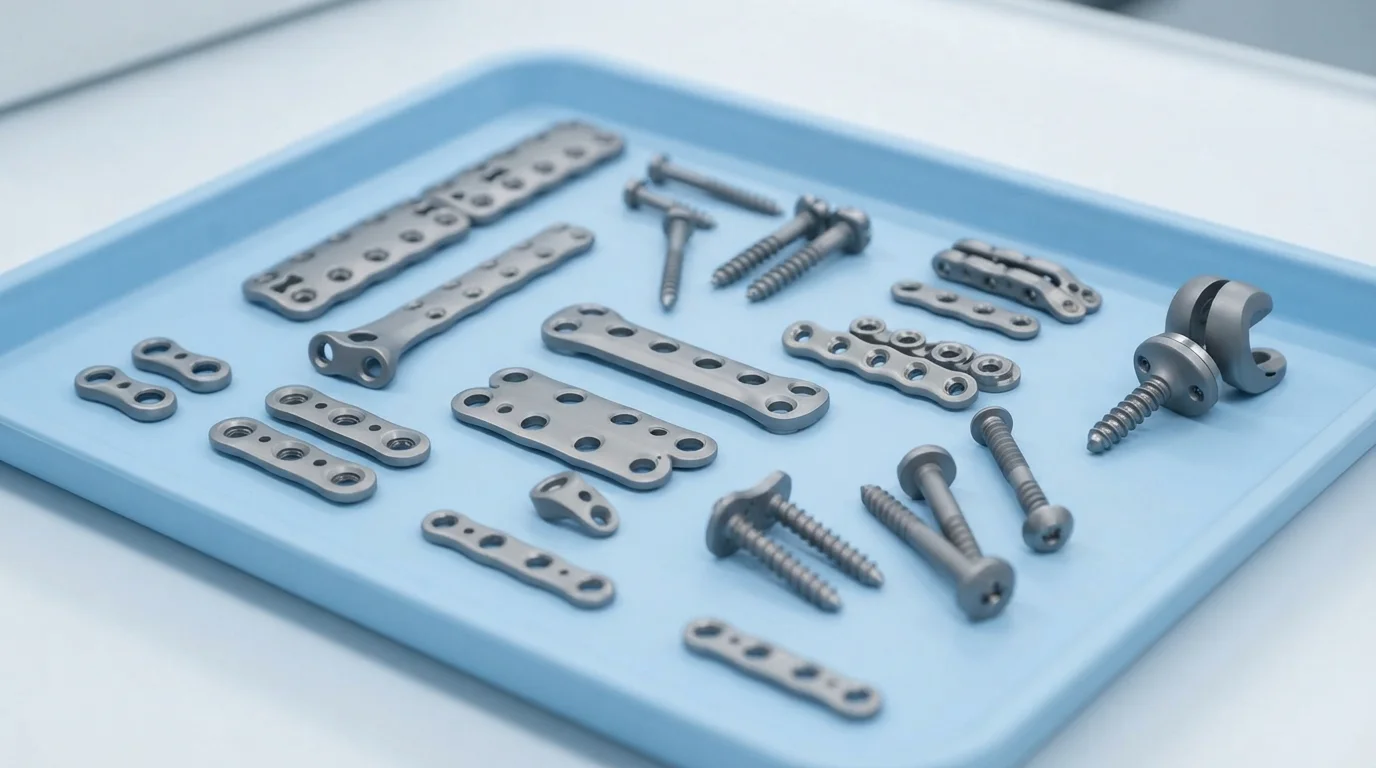
To design high-performance assemblies, understanding the specific grades of titanium is critical. For most medical device implants and orthopaedic bone plates, we process commercially pure Grade 2 titanium. This material offers outstanding ductility and superior corrosion resistance due to its natural ability to build a highly stable titanium dioxide passive film that resists aggressive biological fluids.
For high-load structural aerospace brackets and engine mounts, we process Ti-6Al-4V (also known as Grade 5). Grade 5 is an alpha-beta alloy containing aluminum and vanadium, which significantly increases tensile and yield strength. This allows engineers to minimize panel thicknesses, optimizing lightweight performance while maintaining high fatigue resistance under cyclic stress.
5-Axis CNC Machining vs. DMLS 3D Printing for Titanium

What are the mechanical and cost trade-offs of milling titanium versus metal 3D printing?
5-axis CNC machining delivers tight tolerances and excellent surface finishes but faces high tool wear, while DMLS allows for complex topology-optimized shapes with zero tooling costs.
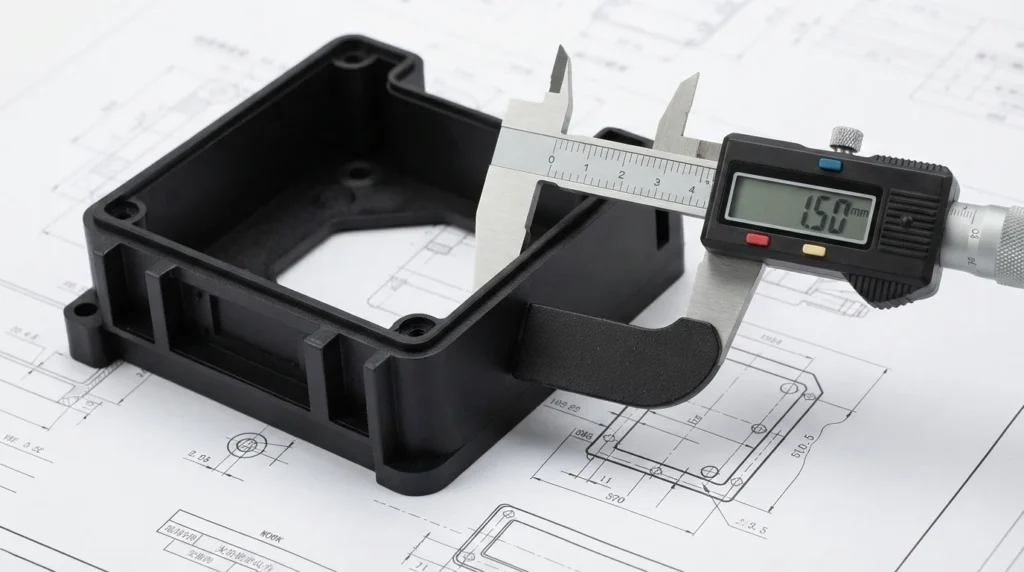
Evaluating the physical processing limits of titanium rapid prototyping requires selecting the optimal manufacturing path. Traditional 5-axis CNC machining is highly precise, holding tight linear tolerances within ±0.015mm. However, titanium has exceptionally low thermal conductivity and high physical hardness, meaning friction heat concentrates directly on the cutting tip during milling, which can cause rapid tool wear and slow down cycle speeds.
Conversely, direct metal laser sintering (DMLS) builds complex, topology-optimized shapes layer-by-layer from metal powders. DMLS allows us to bypass the physical limitations of straight CNC cutter heads, printing internal cooling pathways and hollow lattices. We regularly combine both processes: we print the complex core of your bracket using DMLS, and then execute secondary 5-axis CNC milling to shave critical mounting faces flat, delivering the ultimate blend of complexity and precision.
Strict Material Traceability and Quality Control

How do quality management systems prevent structural failures on high-pressure titanium parts?
We enforce strict material lot traceability using mill test reports (MTR) and certificates of analysis (CoA) while verifying final dimensions using coordinate measuring machines.
When selecting rapid prototyping materials for mission-critical parts, keeping a closed, certified quality loop is mandatory. Because titanium is highly reactive to environmental gases at high temperatures, any thermal process can introduce oxygen or nitrogen into the metal matrix. We define this chemical contamination as interstitial contamination, which makes the cooled titanium extremely brittle and highly prone to sudden cracking under load.
To prevent structural embrittlement, we conduct rigorous stress relief and vacuum annealing heat treatments inside dedicated industrial furnaces. We also verify the chemical purity of every metal coil and billet we source. Our metrology department delivers complete material certificates of analysis (CoA) and full dimensional inspection reports, guaranteeing that your parts comply with strict aerospace and medical standards before final packaging.
ISO 13485 Certified Titanium Prototyping at JUCHENG

How does JUCHENG ensure strict quality compliance for high-end medical and aerospace projects?
We operate specialized, clean-room assembly lines and multi-axis CNC centers under strict ISO 13485 and AS9100 guidelines, checking all tolerances with high-end metrology.
Why compromise on precision when seeking cost-effective custom parts? At JUCHENG, we manage every single fabrication and assembly stage under a unified quality system. This integrated process capability ensures that your complex titanium brackets, medical enclosures, and surgical guides are cut, formed, and finished under one roof with extreme quality control.
Our manufacturing floor is fully equipped to process a wide range of materials, including lightweight aluminum, high-yield stainless steel, and advanced bio-compatible polymers like PEEK. Our technical department provides a 24-hour free DFM analysis to check your CAD models, checking tolerances and tool clearances before production. Supported by our no MOQ policy and rapid delivery guarantee, we manage your project from initial flat pattern cutting to final, high-durability packaging and assembly with zero dimensional drift.
FAQ: Critical Questions About Titanium Rapid Prototyping

Our engineering team has compiled professional, concise solutions to the most common quality and material challenges faced during titanium fabrication runs:
- Why is titanium highly difficult to CNC machine?
Titanium possesses low thermal conductivity, meaning heat cannot dissipate easily through the chips, concentrating directly on the cutter. We resolve this by utilizing high-pressure coolant lines, specialized carbide cutters, and slow feed rates to prevent tool burnout. - How do you prevent micro-cracking during DMLS metal 3D printing?
Laser melting creates high residual stresses. We prevent micro-cracking by executing vacuum stress relief annealing on the build plate before cutting the parts off, allowing the crystalline grain boundaries to relax. - What do different weld colors on titanium indicate?
A silver or light straw color represents a clean, uncontaminated weld. Blue or purple indicates light contamination, while white, grey, or yellow powdery deposits indicate severe oxygen contamination, rendering the joint brittle. - How does JUCHENG prevent thickness and diameter variations on high-volume titanium rapid prototyping orders?
We verify mounting clearances using in-house digital coordinate gauges and run automated probe calibrations on our Zeiss coordinate measuring machines (CMM) before final shipping, guaranteeing zero-defect delivery.