How to Weld Aluminum:Techniques and Essential Tools
Views: 1 Author: Allen Xiao Publish Time: 2025-08-11








Aluminum welding is a specialized skill that requires an understanding of the metal’s unique properties, including its high thermal conductivity and susceptibility to oxidation. Unlike steel, aluminum demands precise techniques and the right equipment to achieve strong, clean welds. Whether you're working with cast aluminum, sheet metal, or thick plates, choosing the correct welding process—such as TIG (GTAW) or MIG (GMAW)—is crucial for success.
content:
Understanding Aluminum Welding Challenges
TIG Welding (GTAW) for Precision
MIG Welding (GMAW) for Speed and Efficiency
Choosing the Right Filler Material
Welding Machine Setup
Handling Cast Aluminum Repairs
Shielding Gas Selection
Best Practices for Clean Welds
Understanding Aluminum Welding Challenges
Aluminum’s low melting point and high thermal expansion make it prone to warping and burn-through if not handled properly. Additionally, the oxide layer on its surface must be removed before welding to prevent contamination. Using the right filler rods or wire, along with shielding gas, ensures a stable arc and clean weld pool.

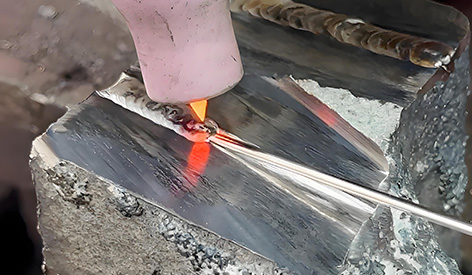
TIG Welding (GTAW) for Precision
Tungsten Inert Gas (TIG) welding, also known as Gas Tungsten Arc Welding (GTAW), is ideal for high-quality aluminum welds, especially on thin materials. This process uses a non-consumable tungsten electrode and requires a steady hand to control the heat input. A high-frequency start helps break through the oxide layer, while pure argon or argon-helium gas mixtures provide excellent shielding. TIG welding is perfect for aerospace, automotive, and artistic applications where precision is key.
MIG Welding (GMAW) for Speed and Efficiency
Gas Metal Arc Welding (GMAW), commonly called MIG welding, is faster than TIG and better suited for thicker aluminum sections. This method uses a continuous spool of aluminum wire fed through a welding gun, along with a shielding gas (typically argon or an argon-helium blend). Since aluminum wire is soft, a push-pull gun or spool gun helps prevent feeding issues. MIG welding is widely used in manufacturing and repair work where speed matters.

Choosing the Right Filler Material
Selecting the correct filler rods or wire is essential for strong aluminum welds. Common choices include 4043 and 5356 alloys—4043 offers better fluidity for cast aluminum, while 5356 provides higher strength for structural applications. Always match the filler metal to the base material to avoid cracking or weak joints.
Welding Machine Setup
A high-quality welding machine with AC capability is necessary for TIG welding aluminum, as it cleans the oxide layer during the electrode positive (EP) cycle. For MIG welding, a machine with adjustable pulse settings helps control heat input. Proper grounding and clean connections prevent erratic arcs and poor weld quality.
Handling Cast Aluminum Repairs
Cast aluminum presents additional challenges due to impurities and porosity. Preheating the material (between 300°F and 500°F) minimizes thermal stress. Use 4043 filler rods for better flow into porous areas, and ensure thorough cleaning to remove oil or grease before welding.
Shielding Gas Selection
Pure argon is the most common shielding gas for both TIG and MIG aluminum welding, offering good arc stability and cleaning action. For thicker materials, adding helium increases heat penetration. Avoid gases with CO₂ or oxygen, as they can contaminate the weld.
Best Practices for Clean Welds
Clean Thoroughly: Remove oxides with a stainless steel brush or chemical cleaner.
Control Heat: Use pulse welding or intermittent stitching to prevent warping.
Proper Torch Angle: Maintain a 10-15° push angle for MIG and a slight drag angle for TIG.
Post-Weld Treatment: Brush the weld to remove residual oxides and improve appearance.
Aluminum welding requires the right techniques, equipment, and filler materials to produce durable, high-quality joints. Whether using TIG for precision or MIG for speed, understanding the role of shielding gas, machine settings, and proper preparation ensures success. With practice and attention to detail, even challenging projects like cast aluminum repairs can be mastered. Invest in quality tools, follow best practices, and your aluminum welds will meet professional standards every time.

