Why Does Skipping a Prototype Enclosure Ruin PCB Fitment?
Views: 1 Author: Allen Xiao Publish Time: 2026-05-29 Origin: Site








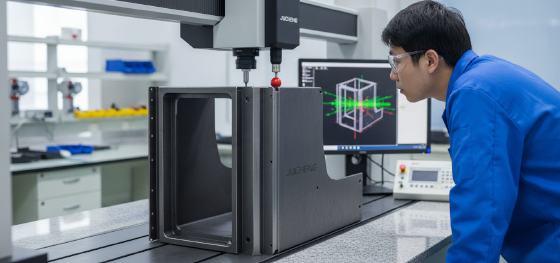
Rushing straight into mass production tooling without physical validation guarantees absolute financial suicide. Hardware founders frequently approve fifty-thousand dollar steel injection molds based purely on computer simulations, only to discover their circuit boards physically collide with the internal mounting standoffs. Fabricating a precise prototype enclosure neutralizes this massive geometric risk entirely. Holding a tangible, physical model allows your engineering team to verify critical PCB clearances, test button tactility, and prove assembly logic before wasting massive capital on permanent steel cavities.

Securing venture capital funding requires pitching a flawless, fully functional device rather than a crude wireframe concept. Investors violently reject hardware products that look and feel like cheap garage experiments. Executing high-fidelity Custom electronic enclosure CNC machining delivers an early prototype enclosure that feels incredibly premium, perfectly mimicking the tactile heft of the final commercial hardware.
Navigating the chaotic transition from early blueprints to scalable pilot runs separates successful startups from failed Kickstarter campaigns. Let's dissect why specific fabrication methods work best for different testing phases, how to validate thermodynamic cooling limits, and why sticking with one turnkey manufacturer accelerates your global launch.
content:
PCB Clearances and Assembly Verification
Fabrication Matrix: Printing vs Casting vs Milling
Validating Solid Aluminum Aesthetics and Thermals
Seamless Transition to Low-Volume Manufacturing
FAQ: Honest Answers About Iteration Speeds and Materials
PCB Clearances and Assembly Verification

Why do computer simulations fail to predict hardware assembly disasters?
Digital software assumes thick wire harnesses bend perfectly and battery packs never swell; physical testing instantly exposes these hidden dimensional interferences that render the final assembly impossible to close.
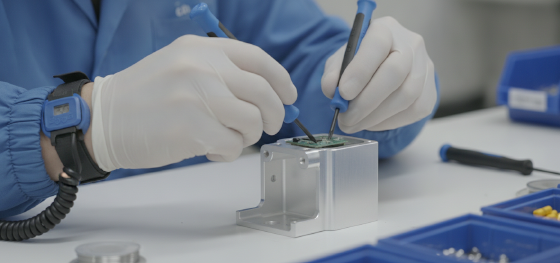
Squeezing a dense motherboard into a tight physical space requires absolute tolerance certainty. Manufacturing an early physical shell allows technicians to physically route the complex wiring, ensuring external USB ports align flawlessly with the exterior cutouts without scraping the connectors.
Modifying a digital CAD file takes ten minutes and costs nothing. Modifying a hardened H13 steel mold after your prototype enclosure reveals a physical collision costs tens of thousands of dollars and actively delays your product launch by several months.
Fabrication Matrix: Printing vs Casting vs Milling

How do engineers match the fabrication method to their specific testing goals?
Teams deploy rapid 3D printing for spatial checks, utilize vacuum casting for low-volume investor presentations, and mandate subtractive milling when testing ultimate structural and thermal limits.
Throwing cheap plastic filament at an initial design validates basic ergonomics overnight. However, standard additive manufacturing produces porous, rough surfaces that look terrible under bright lights and completely fail strict waterproof drop tests during field evaluations.
Pitching to high-net-worth investors requires breathtaking cosmetics. Utilizing vacuum casting produces flawless polyurethane copies that perfectly mimic mass-produced consumer plastics. When engineers must validate heavy payload stress, CNC machining carves unyielding metallic armor directly from solid billets.
Validating Solid Aluminum Aesthetics and Thermals

Why must high-wattage computing devices be tested using solid metal models?
Plastics trap destructive heat instantly, making it physically impossible to test the thermodynamic exhaust capabilities required to keep high-performance motherboards from frying during peak loads.
Developing a premium Aluminum electronics housing requires cutting an actual prototype enclosure from aerospace-grade billets during the beta phase. Testing thermal conductivity using inferior plastic substitutes generates dangerously false temperature readings that will ultimately ruin your final product.
Subtractive milling delivers the exact premium tactile heft luxury consumers demand. Raw metallic test units also accept chemical anodizing and powder coating flawlessly, allowing marketing teams to finalize the commercial aesthetic months before committing to massive factory volumes.
Seamless Transition to Low-Volume Manufacturing

Why does changing suppliers between the testing and production phases cause massive delays?
New factories must completely reprogram their cutting toolpaths and re-evaluate the geometric tolerances from scratch, entirely ignoring the valuable manufacturing data captured during your initial testing phase.
Fragmenting your supply chain introduces terrifying liability gaps. Operating our massive precision manufacturing hub, JC Rapid eliminates this logistical friction by seamlessly moving your validated CAD files directly from the engineering lab into our low-volume production bays.
Stop paying machine setup fees twice for the exact same hardware design. Send your early-stage concepts to our engineering team today for a rigorous DFM analysis. We will cut your initial test units perfectly and scale your commercial rollout without dropping a single day.
FAQ: Honest Answers About Iteration Speeds and Materials
![]()
Does vacuum casting require expensive metal tooling to produce the plastic copies?
No. Liquid polyurethane is poured directly into soft, flexible silicone master molds, completely bypassing the massive NRE costs associated with traditional high-pressure steel injection runs.
Can I use a plastic test model to certify my device for FCC electromagnetic compliance?
Absolutely not. Plastics offer zero electromagnetic shielding. Passing strict federal radiation audits requires testing a fully conductive, precision-milled metallic shell to trap the radio noise properly.
How fast can your engineers deliver a fully CNC milled metal test unit?
Depending on geometric complexity and required surface finishing, our dedicated rapid machining bays routinely deliver fully functional metallic hardware within five to ten business days globally.
Will the final mass-produced parts look identical to the early test models?
Partnering with a turnkey factory ensures absolute visual consistency. We utilize the exact same chemical anodizing and powder coating lines for your beta units as we do for your final retail batches.







ㆍPrivacy: We respect your privacy. Here you can find an example of a non-disclosure agreement. By submitting this form, you agree to our terms & conditions and privacy policy.
