Die Casting Shrinkage: Engineering Solutions for Predictable Parts
Views: 4 Author: Allen Xiao Publish Time: 2025-03-12 Origin: Site








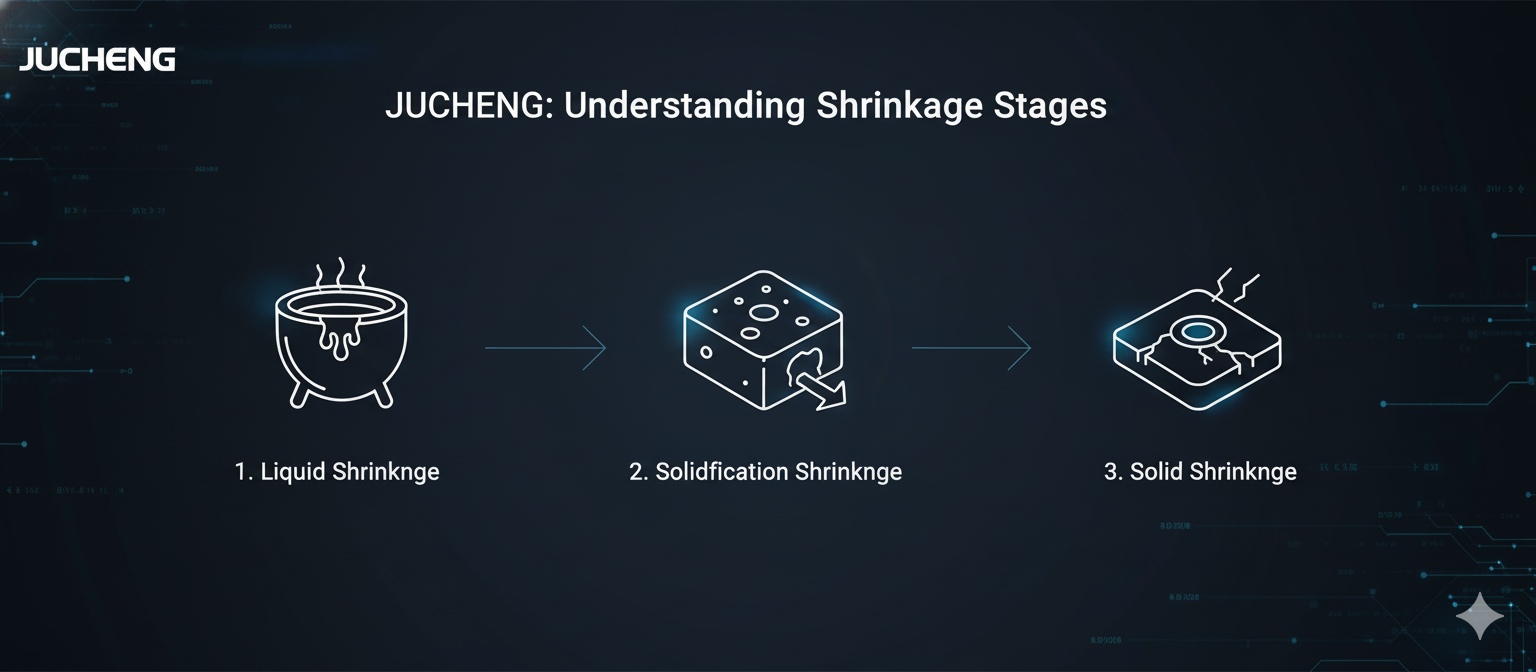
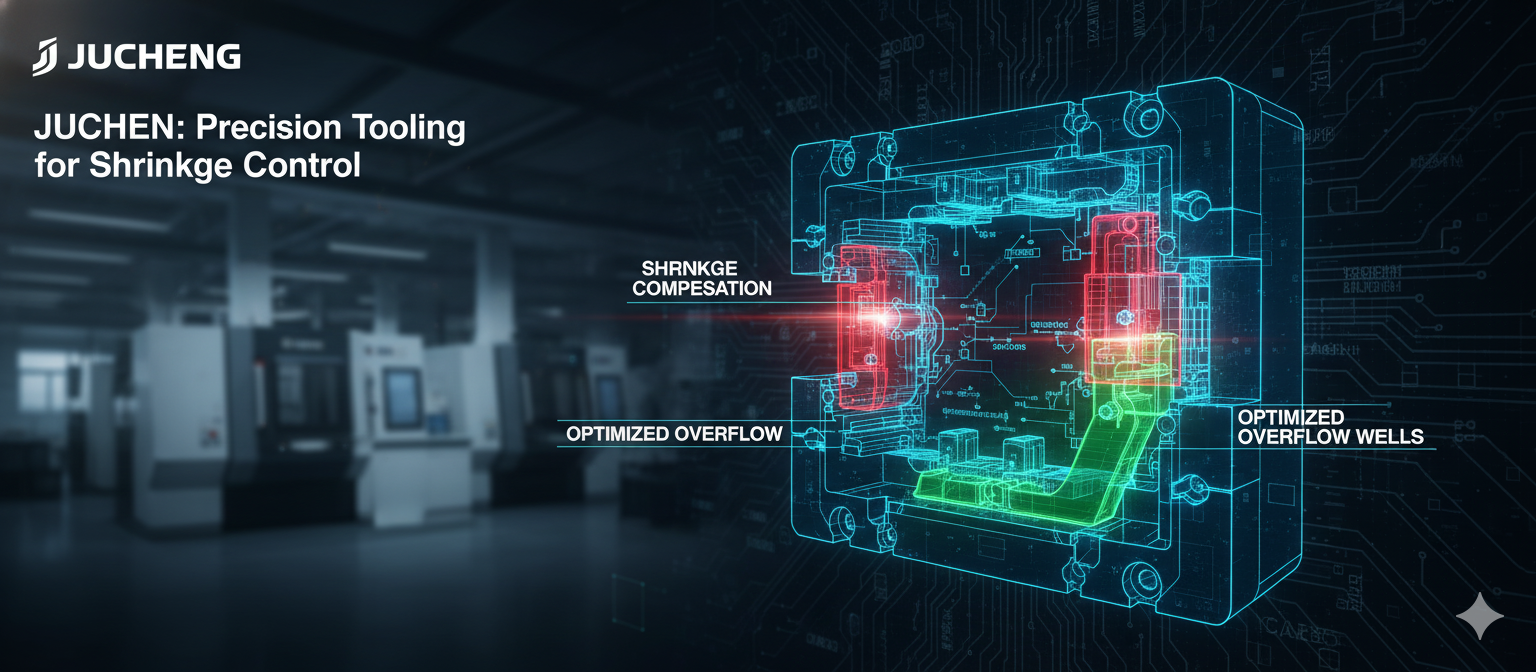
Successful Die Casting requires a unified approach encompassing metallurgy, mold design, and precise process control. Jucheng Precision Technology leverages its expertise in Rapid Tooling and advanced casting processes (Cold Chamber, Hot Chamber, Vacuum-Assisted) to engineer predictable, structurally sound metal parts for the Automotive, Aerospace, and Consumer Products industries. content: Metal casting shrinkage is not a single event but a complex process occurring in three distinct phases, each requiring different engineering solutions: Liquid Shrinkage: Occurs while the metal is still entirely liquid, as it cools from the pouring temperature down to the solidification temperature. This is compensated by maintaining metal flow into the mold. Solidification Shrinkage: The largest and most critical shrinkage event, occurring as the metal changes phase from liquid to solid. This is managed by proper feeding and gating systems. Solid Shrinkage: Occurs after solidification, as the solid part cools to room temperature. This is compensated directly in the design of the Die Casting Dies. The design of the mold (Die Casting Dies) is the primary method for predicting and managing dimensional shrinkage, as the mold geometry is deliberately made larger than the final part: Shrinkage Compensation: The mold cavity is scaled up by a calculated percentage (e.g., 0.5% to 1.5%) based on the specific alloy, ensuring the final part meets required tolerances. Gating and Runner Systems: These systems are engineered to feed molten metal into the thickest part of the component last, ensuring pressure is maintained in critical areas to prevent sink marks as the material solidifies. Effective process control during the casting cycle can minimize shrinkage defects that tooling design alone cannot eliminate: Injection Pressure: High and consistent injection pressure (especially in Cold Chamber Die Casting) is essential to pack the metal densely into the cavity, forcing metal into areas that would otherwise solidify and shrink prematurely. Mold Temperature: Maintaining uniform mold temperature prevents non-uniform cooling, which is a major cause of warpage and residual stress in the finished casting. Vacuum-Assisted Casting: Utilizing Vacuum-Assisted Die Casting minimizes trapped air and gases, significantly reducing porosity defects that are often confused with, or exacerbated by, shrinkage. Shrinkage porosity (shrink spots) are internal voids caused by localized lack of molten metal to feed the solidifying area. Identifying and correcting this defect requires advanced inspection: Inspection: Techniques like X-ray radiography or CMM analysis are used to detect internal voids and precisely measure dimensional deviations caused by non-uniform shrinkage. Correction Strategy: Defects often require iterative adjustments to the Die Casting Dies (e.g., adding or modifying risers, runners, and gating), a process best managed by experienced tooling engineers. Mastering Die Casting Shrinkage is the ultimate differentiator in high-precision metal component manufacturing. Jucheng Precision Technology offers end-to-end expertise, from initial Die Casting Dies design to certified inspection, ensuring your metal parts are dimensionally stable and structurally sound. Eliminate casting risk and secure predictable metal parts. Contact us today to discuss your high-tolerance Die Casting project.Understanding the Three Stages of Die Casting Shrinkage
Tooling Design: Compensation and Gating Strategy
Process Control: Managing Temperature and Pressure
Defect Analysis: Identifying and Eliminating Porosity
Understanding the Three Stages of Die Casting Shrinkage
Tooling Design: Compensation and Gating Strategy
Process Control: Managing Temperature and Pressure

Defect Analysis: Identifying and Eliminating Porosity








ㆍPrivacy: We respect your privacy. Here you can find an example of a non-disclosure agreement. By submitting this form, you agree to our terms & conditions and privacy policy.
