Amorphous Injection Molding: A Guide to Materials and Precision
Views: 5 Author: Allen Xiao Publish Time: 2025-01-07 Origin: Site








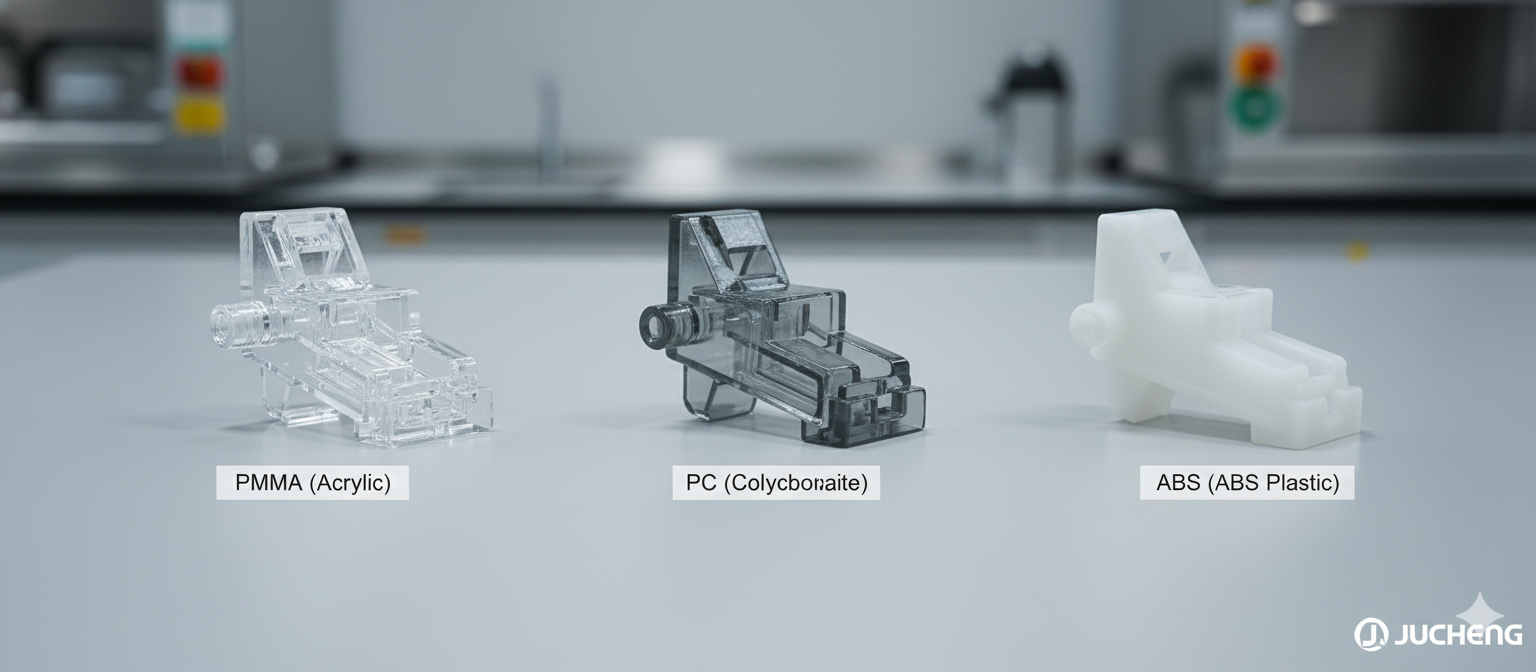
Unlike crystalline polymers, amorphous materials melt and solidify without a sharp transition, requiring distinct processing expertise to control internal stress and achieve optimal surface quality. Jucheng Precision Technology, with its ISO13485 and IATF16949 certified processes, leverages years of experience to master the unique challenges of molding these high-performance materials for Medical Devices, Automotive, and Consumer Products. content: Amorphous materials are selected based on their intended use, balancing impact resistance, clarity, and cost. Proper material selection is the first step in successful Amorphous Injection Molding: Polycarbonate (PC): Known for its exceptional impact strength and transparency, making it ideal for safety-critical components like housings, automotive lighting, and demanding consumer products. PMMA (Acrylic): Valued for its superior optical clarity and scratch resistance, often chosen for lenses, display screens, and aesthetic components where surface quality is paramount. ABS: Offers a balance of rigidity and toughness, excellent surface finish, and good processability, serving as the go-to material for electronic device enclosures and consumer product bodies. Molding amorphous materials requires precise control over temperature and pressure to manage viscosity and prevent internal stress, which is more critical here than with crystalline polymers: Melt and Mold Temperatures: Both must be carefully balanced. Too low, and the melt requires high pressure, causing stress. Too high, and the material degrades. Precise control ensures a uniform viscosity for a complete fill. Injection Speed: Generally, amorphous materials benefit from a faster injection speed to prevent the material from freezing prematurely and causing unsightly flow lines or welds. A significant advantage of amorphous materials is their low and isotropic shrinkage rate (typically 0.4%–0.8%), meaning shrinkage is uniform in all directions. This simplifies tooling and is ideal for high-precision parts: Dimensional Stability: Low shrinkage allows for extremely tight tolerances, making them crucial for precision fits in medical devices and complex electronic assemblies. Gate Design: Large gates are preferred to maintain pressure and minimize packing stress, a key factor in preventing part distortion and achieving a clean cut-off point after molding. The primary challenge in Amorphous Injection Molding is controlling internal stress, which leads to crazing or cracking, especially during assembly or chemical exposure: Residual Stress: This is a common defect caused by rapid cooling or high packing pressure. Stress is minimized by slow cooling rates and sufficient packing time. Post-Molding Annealing: For the most critical applications (e.g., medical parts), a final annealing process—controlled reheating and slow cooling—can be used to relax internal molecular chains and completely eliminate residual stress. Mastering Amorphous Injection Molding requires more than standard equipment—it demands specialized knowledge in material science and process control. Jucheng Precision Technology’s certified, high-precision capabilities ensure your PC, PMMA, and ABS components achieve optimal dimensional stability and a flawless surface finish. Trust our expertise to accelerate your high-performance plastic projects. Contact us today to secure high-quality molding solutions for your next product.The Material Spectrum: PC, PMMA, and ABS
Controlling the Melt: Key Amorphous Molding Process Parameters
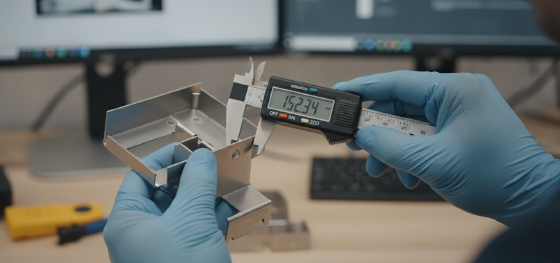
Tooling Strategy: Achieving Predictable Shrinkage and Surface Quality
Defect Mitigation: Eliminating Internal Stress and Flow Marks
The Material Spectrum: PC, PMMA, and ABS
Controlling the Melt: Key Amorphous Molding Process Parameters

Tooling Strategy: Achieving Predictable Shrinkage and Surface Quality
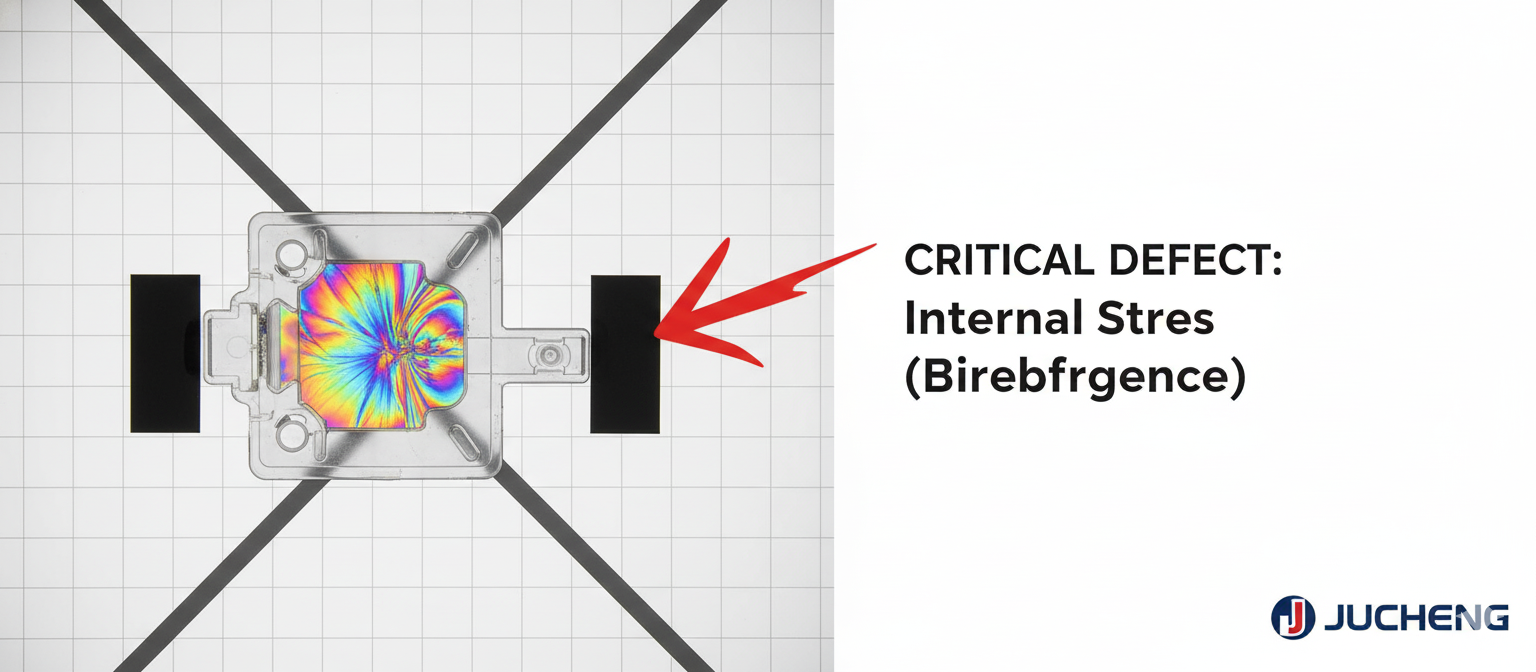
Defect Mitigation: Eliminating Internal Stress and Flow Marks








ㆍPrivacy: We respect your privacy. Here you can find an example of a non-disclosure agreement. By submitting this form, you agree to our terms & conditions and privacy policy.
