Injection Molding Defects:Practices and Advanced Fixes
Views: 2 Author: Allen Xiao Publish Time: 2025-11-03 Origin: Site








Injection molding is a widely used manufacturing process for producing plastic parts with high precision and efficiency. It involves injecting molten plastic into a mold cavity, where it cools and solidifies into the desired shape. This technique is essential in industries such as automotive, consumer goods, and medical devices due to its scalability and cost-effectiveness. However, achieving consistent quality can be challenging, as various factors can lead to defects that compromise part integrity. Understanding these issues is crucial for manufacturers aiming to optimize production and reduce waste. This article delves into common injection molding defects, explores specific molding defect types, and outlines plastic molding best practices and advanced molding techniques to mitigate these problems. By addressing root causes and implementing proactive strategies, companies can enhance product reliability and operational efficiency.
content:
What's Going Wrong? Common Toy Troubles
How Do We Make Better Toys? The Rules of the Game
Cool Tricks to Fix Problems
What's Going Wrong? Common Toy Troubles
Injection molding defects are just problems that can happen during the making of a plastic part. Imagine you're pouring pancake batter onto a griddle. If you pour too slowly, the batter might not spread evenly. If the griddle is too hot, the pancake might burn. Similar things happen in the plastic factory.
Here are some specific molding defect types you might see:
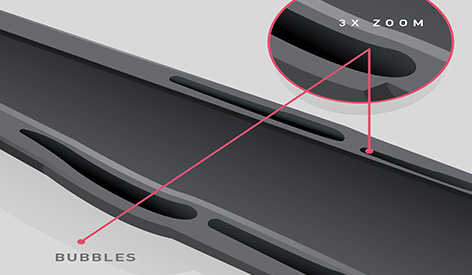
Bubbles in the Plastic (Injection Molding Bubbles): Have you ever seen a plastic ruler with a tiny, trapped air bubble inside? This happens for a couple of reasons. First, if the plastic pellets have even a little bit of moisture in them before they are melted, that moisture turns to steam and gets stuck inside, like a bubble in a ice cube. Second, sometimes air gets trapped in the mold when the plastic is squirted in too fast, and it can't escape.
Wavy Lines (Flow Marks in Injection Molding): These look like faint wavy lines or ripples on the surface, almost like a fingerprint. This happens when the plastic starts to cool down and get thick a little too early as it's flowing into the mold. The plastic doesn't flow smoothly; instead, it sort of oozes in waves, leaving those marks behind. It's like if you tried to pour cold honey—it doesn't flow as nicely as warm honey.
Burn Marks (Burn Mark in Injection Moulding): Sometimes you might see a brown or black spot on a white plastic part. This is a burn mark. It can happen if the plastic gets too, too hot while it's being melted—like leaving a grilled cheese sandwich in the pan for too long. It can also happen if air gets trapped and squeezed so tightly that it actually gets super hot and "burns" the plastic a little bit right there.
How Do We Make Better Toys? The Rules of the Game
To avoid these weird-looking toys, factories follow a set of rules called plastic molding best practices. These are just smart habits to make sure everything goes smoothly.
Keep it Dry: Since water causes bubbles, they make sure the plastic pellets are super dry before melting them. They store them in a special dry place, just like you'd keep cereal in a sealed bag so it doesn't get soggy.
Get the Temperature Just Right: If the plastic is too cold, it won't flow well and will make wavy lines. If it's too hot, it can burn. So, factory workers carefully control the temperature, like an expert chef using the perfect stove setting.
Speed Matters: Squirting the plastic into the mold too fast can trap air. Squirting it too slow can cause flow marks. They find a speed that's just right—a "Goldilocks" speed!
Keep the Molds Clean: The molds need tiny air vents so that air can escape when the plastic comes in. If these vents get clogged, air gets trapped and causes bubbles or burn marks. So, they clean the molds regularly.

Cool Tricks to Fix Problems
Engineers are always thinking of smart tricks, or advanced molding techniques, to solve these problems.
To get rid of bubbles, they sometimes use a special process that mixes a tiny amount of gas with the melted plastic. This gas creates millions of incredibly small bubbles that are too small to see, which actually makes the plastic stronger and lighter, and stops those big, ugly bubbles from forming.
To prevent those wavy flow marks, they have a cool trick for the mold. They can heat the mold up a little before the plastic is injected, so the plastic stays runny and flows smoothly. Then, after the mold is filled, they cool it down quickly to make the plastic harden. It's like warming up the syrup bottle so the syrup pours easily.
They also use super-smart computers to simulate the whole process before they even make the mold. The computer can show them where problems like burns or flow marks might happen, so they can fix the design on the screen first. It's like playing a video game level in practice mode before you play for real!

In summary, addressing injection molding defects requires a comprehensive approach that combines knowledge of specific issues like injection molding bubbles, flow marks, and burn marks with the implementation of plastic molding best practices and advanced molding techniques. By understanding the causes of defects in plastic molding and proactively optimizing processes, manufacturers can significantly reduce errors and enhance product quality. Embracing innovations such as real-time monitoring and simulation further strengthens defect prevention efforts. Ultimately, a focus on continuous improvement and training will drive success in the injection molding industry, ensuring reliable performance and customer satisfaction.









ㆍPrivacy: We respect your privacy. Here you can find an example of a non-disclosure agreement. By submitting this form, you agree to our terms & conditions and privacy policy.
