Silicone Mold vs Hard Tooling: Scaling Your Production Strategy
Views: 2 Author: Allen Xiao Publish Time: 2026-03-03 Origin: Site








Navigating the volatile "Valley of Death" in hardware scaling requires more than just engineering talent; it demands ruthless manufacturing pragmatism. Startups frequently find themselves at a terrifying crossroads after successfully validating a fifty-unit pilot run. Market demand has spiked to two thousand units, yet the capital required to trigger a full-scale mass production launch remains locked behind a thirty-thousand-dollar steel mold invoice. This specific juncture is where most hardware ventures bleed out. Deciding between a Silicone Mold vs Hard Tooling strategy is not merely a choice of materials; it is a high-stakes calculation of risk, time-to-market, and unit-cost amortization. While silicone vacuum casting remains the undisputed king of agility and cosmetic fidelity for low-volume batches, its economic logic collapses under the weight of thousands. Conversely, hard tooling—whether cut from 7075 aluminum or hardened H13 steel—demands a massive upfront "financial sacrifice" that only makes sense when the production forecast spans years, not weeks. Jucheng Precision recognizes that our clients require a manufacturing roadmap that evolves alongside their revenue. This guide deconstructs the physical, economic, and logistical thresholds that define the leap from soft to hard tooling.

content:
Physical Resistance: The Battle of Elasticity and Rigidity
Comparative Matrix: Quantifying the Tooling Divide
Cycle Time Economics: Seconds vs Hours
Dimensional Sovereignty: Precision at Scale
JUCHENG Bridge: The Stair-Step Manufacturing Protocol
Physical Resistance: The Battle of Elasticity and Rigidity

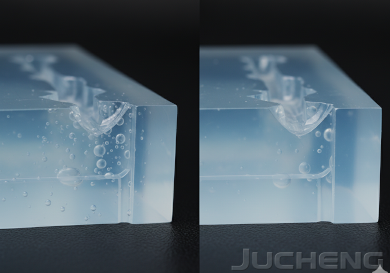
Mechanical divergence between soft and hard tools begins at the molecular level. Silicone is an elastomer; it thrives on flexibility. This elasticity allows a mold maker to extract parts with deep undercuts and zero-draft features that would be physically impossible to eject from a rigid metal cavity. In the early stages of a product launch, this flexibility acts as a "geometric safety net." It permits designers to overlook certain injection molding constraints while they focus on ergonomic feel and cosmetic approval. However, this same elasticity is the enemy of high-volume consistency. Every time you pour resin into a silicone tool, the walls flex slightly under the weight of the liquid. This "breathing" of the mold introduces subtle dimensional variances that accumulate over twenty cycles.
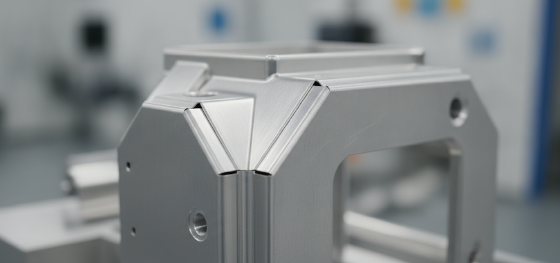
Hard tooling operates on the logic of absolute rigid constraint. Whether we are machining a rapid aluminum tool or a multi-cavity P20 steel mold, the geometry is locked in a metallic cage. These tools do not "breathe." They withstand hundreds of tons of clamping force and tens of thousands of pounds of injection pressure without shifting a single micron. This rigidity enables the use of high-pressure injection molding, forcing molten thermoplastic into the deepest, thinnest ribs of your design. While you lose the ability to easily "snap" parts out of the tool—requiring complex mechanical sliders and ejector pins—you gain the ability to manufacture ten thousand identical units with zero geometric drift. This shift from "flexible accommodation" to "rigid enforcement" represents the move from an artisan hand-pour to an automated industrial engine.
Comparative Matrix: Quantifying the Tooling Divide

Numbers tell a story that marketing brochures often ignore. Every hardware engineer must confront the brutal ROI (Return on Investment) curve when scaling. Below is a definitive breakdown of how JUCHENG evaluates the Silicone Mold vs Hard Tooling decision matrix:
| Metric | Silicone Mold | Aluminum Tool | Steel Production Mold |
|---|---|---|---|
| Upfront Cost | Low ($300 - $1,500) | Mid ($3,000 - $8,000) | High ($15,000 - $50,000+) |
| Lead Time | 1 - 2 Weeks | 2 - 4 Weeks | 5 - 10 Weeks |
| Mold Lifespan | ~25 Cycles | ~5,000 Cycles | 100,000 - 1,000,000 Cycles |
| Part Unit Price | High ($20 - $200) | Low ($2 - $15) | Minimal ($0.50 - $5) |
| Material Choice | Urethane Simulants | Thermoplastics | Any Injection Grade |
Looking at this data through a procurement lens, the choice is determined by the "Total Cost of Ownership." If your pilot run is fifty units, silicone is the only rational choice. If your demand is a thousand units, aluminum rapid tooling becomes the "Golden Mean"—offering injection-molded quality without the six-figure price tag of hardened steel. Steel production molds are reserved for products with guaranteed market traction, where the goal is to shave every possible penny from the unit price over years of fulfillment. At JUCHENG, we don't just quote the most expensive option; we run these numbers for you, ensuring your tooling investment is perfectly synchronized with your current bank balance.
Cycle Time Economics: Seconds vs Hours

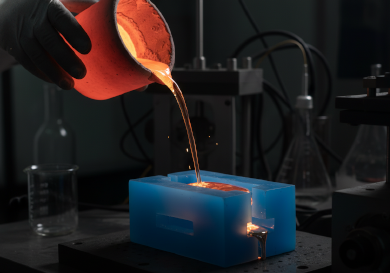
Thermodynamics and labor hours are the silent killers of low-volume margin. Vacuum casting is a rhythmic, manual process. A technician mixes the resin, pours it into the mold, and then the tool must spend anywhere from one to four hours in a curing oven. Even with multiple molds running in parallel, a single casting station can only produce a handful of units per day. This "throughput ceiling" is what makes silicone tooling unsuitable for urgent, high-volume demand. You are paying for the technician's skilled hands and the oven's energy for hours at a time, keeping your unit price high and inflexible.
Hard tooling flips the manufacturing clock on its head. In the injection molding world, we measure success in seconds, not hours. A well-engineered steel mold with advanced cooling channels can eject a complex housing every thirty seconds. This lightning-fast cycle time is enabled by the thermal conductivity of the metal. Aluminum and steel dissipate the heat of the molten plastic nearly instantly, allowing the part to solidify and eject with mechanical precision. This velocity is what drives the unit price down to negligible levels. When you switch to hard tooling, you are buying "speed as a commodity." You are trading a massive upfront payment for the ability to produce a year's worth of inventory in a single week. For a brand ready to hit retail shelves, this manufacturing velocity is the only way to sustain a profitable supply chain.
Dimensional Sovereignty: Precision at Scale

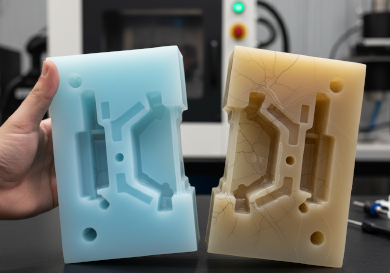
Consistency across ten thousand units is a requirement, not a luxury. In medical device and automotive sectors, "Prototype Drift" can be fatal. Silicone tools, as we have established, degrade chemically and physically. By the twentieth pour, the heat of the resin has often caused the mold's interior to "orange peel," and the parting lines have begun to widen. While this is acceptable for a trade show model, it is unacceptable for a high-pressure manifold or a safety-critical enclosure. A silicone-based part from Monday might have a different fit than the part produced on Friday.
Metal tools provide dimensional sovereignty. A hardened H13 steel mold will produce its ten-thousandth part with the exact same sub-millimeter precision as its first. This repeatability is the bedrock of mass assembly lines. When you have five separate components coming from five different factories, you need the absolute certainty that they will all snap together without rework. This is why hard tooling is the mandatory destination for any product graduating from "testing" to "shipping." The metallic cavity acts as an immutable physical contract—ensuring that the digital perfection of your CAD file is replicated across every single unit in your warehouse, without exception.
JUCHENG Bridge: The Stair-Step Manufacturing Protocol

Mastery of the scaling process requires a partner who houses all these disparate technologies under a single roof. Fragmentation in the supply chain—using one vendor for casting and another for injection molding—introduces dangerous data loss and cosmetic discrepancies. Jucheng Precision eliminates this risk through our "Stair-Step" protocol. We act as your manufacturing navigator. We start with silicone vacuum casting to deliver your first fifty marketing samples and functional testers within days. While those units are in the field gathering data, our CNC mold shop is already machining your "Bridge Tool" from 7075 aluminum.
Executing this seamless transition is how JUCHENG protects your market momentum. We use the dimensional data gathered during the casting phase to optimize the gating and venting of your future metal molds. We already know your parting line challenges; we’ve already identified your potential sink marks. By the time you are ready to authorize the investment in a permanent steel production mold, we have already de-risked your geometry through two stages of physical reality. Stop guessing about when to scale. Leverage JUCHENG’s integrated industrial ecosystem to ensure you are always using the right tool for the current volume, and never paying for a steel mold before you've earned the revenue to justify it. Contact our engineering team today, and let us map out the perfect scaling strategy for your next hardware breakthrough.





ㆍPrivacy: We respect your privacy. Here you can find an example of a non-disclosure agreement. By submitting this form, you agree to our terms & conditions and privacy policy.
