Injection Molding Defects: Types,Causes and Solutions
Views: 1 Author: Allen Xiao Publish Time: 2025-11-03 Origin: Site








Have you ever gotten a cool plastic toy and noticed a strange line, a little dent, or a scratch on it? Those aren't just for looks—they are clues about how the toy was made!
Making plastic toys and parts is called injection molding. Imagine a super-sized, hot glue gun. You melt plastic pellets until they become a thick, gooey liquid, like warm honey. Then, you squirt that liquid into a metal mold, which is like a special shaped cookie cutter. You let the plastic cool down and harden, and then you pop out your new plastic part!
But sometimes, things don't go perfectly. Let's be defect detectives and learn about the most common problems and why they happen.
content:
Overview of Injection Molding Defects
Weld Lines in Injection Molding
Sink Marks in Injection Molding
Drag Marks in Injection Molding
Jetting in Injection Molding
Additional Common Defects and Their Implications
How Do We Fix These Problems?
Overview of Injection Molding Defects
Injection molding defects encompass a range of imperfections that can arise during the production cycle, affecting the structural integrity, appearance, and functionality of molded parts. These issues often stem from factors like material properties, machine settings, mold design, and environmental conditions. Common specific molding defect types include visual flaws such as surface irregularities, as well as more critical problems like weak seams or dimensional inaccuracies. For instance, inconsistencies in cooling rates or injection pressure can lead to defects that compromise part performance. Addressing these injection molding defects requires a systematic approach, including thorough analysis and adjustment of process parameters. By identifying root causes early, manufacturers can minimize rework and enhance overall productivity, ensuring that products meet stringent quality standards.
Weld Lines in Injection Molding
Weld lines, also referred to as knit lines, are a frequent concern in injection molding, occurring when two or more flow fronts of molten plastic meet and fail to bond completely. This defect often arises in complex mold designs where material flows around obstacles like cores or pins, resulting in a visible line on the finished part. The formation of weld lines injection molding processes can weaken the structural integrity of the component, making it prone to cracking or failure under stress. Factors contributing to this issue include low melt temperature, inadequate injection speed, or improper gate placement. To mitigate weld line problems, operators can optimize processing conditions by increasing material temperature, adjusting flow rates, or redesigning molds to promote better fusion. Understanding the dynamics of weld line formation is essential for producing durable and high-quality plastic components.
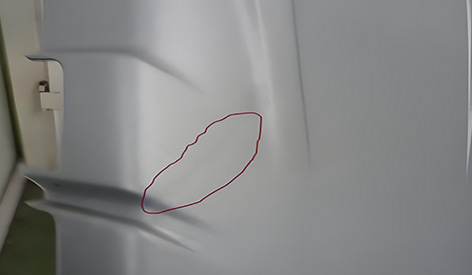
Sink Marks in Injection Molding
Sink marks injection molding defects manifest as small depressions or dimples on the surface of a molded part, typically caused by uneven cooling or shrinkage in thicker sections. As the material solidifies, variations in cooling rates can lead to internal voids or surface sinks, especially in areas with abrupt changes in wall thickness. This type of defect not only affects aesthetics but may also indicate underlying structural weaknesses. For example, sink marks often appear near ribs or bosses where material accumulates and cools slower than surrounding areas. To prevent sink marks, manufacturers can employ strategies such as modifying part geometry to ensure uniform thickness, increasing holding pressure to compensate for shrinkage, or using materials with lower shrinkage rates. Implementing these measures helps maintain a smooth surface finish and improves product reliability.

Drag Marks in Injection Molding
Injection molding drag marks are surface imperfections that occur when a part sticks to the mold during ejection, causing scratches or streaks along its surface. This defect is commonly associated with insufficient draft angles, rough mold surfaces, or excessive friction during the demolding phase. Drag marks can compromise the visual appeal of a product and, in severe cases, lead to part deformation or damage. For instance, if ejector pins are misaligned or the mold lacks proper lubrication, drag marks may become more pronounced. Solutions include polishing mold cavities to reduce roughness, incorporating adequate draft angles in design, and optimizing ejection mechanisms to ensure smooth part release. By addressing these factors, producers can minimize drag-related issues and enhance the overall quality of injection-molded items.
Jetting in Injection Molding
Jetting in injection moulding is a defect characterized by a snake-like stream of material that solidifies prematurely, creating visible lines or weaknesses in the part. This phenomenon typically happens when molten plastic is injected at high velocity into a large cavity, causing it to "jet" forward instead of filling the mold evenly. Jetting can result in poor surface finish, reduced mechanical strength, and internal stresses that may lead to part failure over time. Key contributors include incorrect gate design, overly high injection speeds, or low melt temperatures. To combat jetting, practitioners can slow down the injection rate, use tab gates to control flow, or preheat the material to ensure consistent viscosity. Effective management of these parameters helps achieve uniform filling and eliminates jetting-related defects.

Additional Common Defects and Their Implications
Beyond the specific issues mentioned, other injection molding defects like short shots, flash, or warping can also impact production outcomes. Short shots occur when the mold isn't fully filled, often due to insufficient material or pressure, while flash results from excess material escaping mold seams. Warping, on the other hand, involves part distortion due to uneven cooling or residual stresses. Each of these specific molding defect types requires tailored interventions, such as adjusting clamp force, optimizing cooling systems, or selecting appropriate materials. By recognizing the interconnected nature of these problems, manufacturers can develop holistic quality control protocols that address multiple defects simultaneously, leading to more efficient and cost-effective operations.
How Do We Fix These Problems?
The good news is that people who make plastic parts are experts at fixing these issues! They can:
Make the plastic hotter so it flows better and blends together, fixing weld lines and jetting.
Change the speed so the plastic fills the mold in a smooth wave.
Design the molds better with slanted sides to prevent drag marks and avoid having super thick sections that cause sink marks.
Let the plastic cool down at just the right speed.
So, the next time you look at a plastic toy or a water bottle, you'll be a defect detective! You might just spot a weld line or a sink mark and know the secret story of how it was made.





ㆍPrivacy: We respect your privacy. Here you can find an example of a non-disclosure agreement. By submitting this form, you agree to our terms & conditions and privacy policy.
